|
概述
从 CAD 模型直接生产模具被认为是一种可使新产品上市更加经济快速的重要方法。 尽管这还是制造业中一种相对新兴的趋势,但它已经对工程环境产生了重大影响。
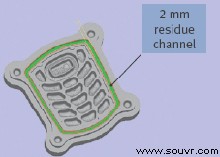
图 1. 在以 PolyJet 技术印制之前设计的模具
快速模具制造 (RT) 是指以快速原型制作(RP) 模型为模式快速创建模具或使用快速原型制作工艺生产有限数量工具原型的工艺。 一般来说,RT 在以下方面与传统的模具制造有所区别:
a) 模具制造时间大大缩短
b) 模具制造成本大大降低
本应用说明介绍了 PolyJet 技术进一步提高模具开发速度的优势。 通过举例,本说明详细介绍了彩色硅胶按键在模具设计完成之后在很短的时间内制造而成的过程。
技术优势
使用 subtractive CNC 或火花蚀刻方法制作注塑模具的工艺费钱又费时。 对于更加复杂的产品,因为产品的复杂性增加和产品周期的缩短,缺少足够的熟练技术工人来完成相应的工作。 这意味着这种对高精度工具的不断增长的需求只能由越来越少的。

图 2. 准备要注射入模具的硅胶
工具制造者来满足。 因此,我们迫切需要一种可以通过节省时间和劳动力从而克服这些限制的工艺。
Objet 的 PolyJet™ 技术的以下优势恰可满足生产 RTV 模具的需要:
高质量:市场领先的 16微米分辨率可以保证部件和模型的光滑和出色的细节效果。
高精度:精确地注射和利用材料的属性可以制作出出色的细节效果和薄壁结构(根据几何图形和材料可以为 600微米或更薄)。
快速: 全宽度范围设置高速光栅、同时制作多个产品及无需制作后再固化的特点使得 PolyJet 成为速度最快的工艺。

图 3. 将硅胶注入模具
快速模具制造工艺
为说明 PolyJet 技术是如何应用到 RT 模具制造工艺中的,下面用一个详细的例子说明彩色硅胶按键的制作过程。 示例从完成模具设计后开始介绍。
RTV 模具
此 RTV 模具由 3-D CAD 软件设计,具有出色的细节效果。
准备 RTV 的模具
1. 打印后,给 RTV 模具涂漆,并待其晾干再继续进行后续处理。 如果要使用分离材料,在模具内部使用它以代替漆。
2.清理掉模具上的所有灰尘或多余的颗粒。 清理 RTV 模具里孔洞的最简单有效的方式是用气压清理方式。
3. 将 RTV 模具放在一个平面上,内侧向上。
准备注射的材料:
在此例子中,是个手机键盘的模具。 这个键盘在中央有个红色的功能键,其余键都是半透明的。 注射的材料是 RTV 硅胶(GT 产品,半透明的、硬度为 40 邵氏 A(HS) 的 GT-7040 与橡胶硫化剂 CA7040 混合)。 要制作红色键盘按钮,就将硅胶与颜料混合在一起。 制作彩色硅胶很简单。

图 4. 在烘箱里固化硅胶前夹紧模具
在天平上放上一个混合罐(纸杯即可)。 将 X 克半透明的、硬度为 40 邵氏 A (HS) 的 GT-7040与 X/10g 的橡胶硫化剂 CA7040 及 1-2%*X 克颜料倒在一起。 用木棍搅拌这些成分直到粘度适中。
把硅胶注射到模具中。
在一只普通的塑料注射器中充入硅胶(您需要对每种颜色都重复这个过程)。 这里我们先做红颜色。 您可以使用搅拌的木棒将硅胶装入注射器。
注射适当的彩色硅胶,填满模具腔。 在此示例中,键盘的背面是半透明的。 因此,我们先注射红色硅胶,留下稍后注射半透明硅胶的位置。填充模具的两面直到稍有溢出。 关闭模具后,材料将会流到沟槽里。
去除硅胶中的气泡
要去除硅胶中的气泡,将模具放到气压值为 2atm 的真空室里的托盘上,等待 10 分钟。 10 分钟后所有的气泡都会消失。 如果还有残留气泡,将模具放入可控制的真空室中。 在可控制的真空室中,慢慢地增加真空度,直到硅胶中的所有气泡被吸出。
最后程序
用钳子夹住模具牢牢地合紧 RTV 模具以保证其完全密闭。这样可以去除多余的硅胶和残留气泡。要使硅胶变干,可以将模具在压力烘箱中放置三个小时,压强为 2 巴,温度为 70°C,或将模具闭合着在室温下放置 24 小时(见图片 5)。

图 5. 将模具放置在烘箱中进行快速硅胶固化
从烘箱中取出模具时,检查模具边缘周围的硅胶残余是否已干燥变硬。 轻轻打开模具,分离出硅胶零件。 要将其分离出来只需要提起硅胶零件的一小部分,利用零件和模具之间的气压 – 就可以顺利地将零件分离出来。现在就可以使用这个彩色的手机键盘了。

|